
Výstava Volty.cz míří do budoucnosti
27.09.2022Početná skupina mladých lidí před vchodem do Trojhalí v ostravské Karolíně mi připomněla, že js...

Datum 14.12.2021

Foto: Profcom
Servo systémy Delta Electronics jsou spolehlivé a cenově dostupné řešení pro spoustu aplikací. Poradí si i s náročnými úlohami bez nutnosti použití PLC a díky systému NC300 zvládnou i NC obrábění.
V dnešních stále více sofistikovaných strojích a linkách je už samozřejmostí použití servo pohonů pro polohování. Podávání, zvedání na pozice, stříhání, nebo řízení momentu. To je jen zlomek úkolů, pro které je servo ideální řešení.
Nespornou výhodou oproti indukčním motorům je maximální moment v celém rozsahu jmenovitých otáček a mnohem vyšší přesnost zajištěná integrovaným enkodérem s vysokým rozlišením.
U složitějších strojů bývá výhodou i náhrada hydraulických, případně pneumatických částí servama. Řízení je pak preciznější a při poruše stačí jeden elektrikář, který obslouží všechny řídicí části. Při dnešních cenách již neplatí, že je servo rentabilní jen v drahých a nejvýkonnějších strojích a aplikacích.
Delta Electronics má aktuálně v nabídce na českém a slovenském trhu dva modely serv s označením ASDA. K oběma servo měničům má vlastní motory v rozsahu 100W až 7,5kW. Jsou mechanicky shodné a liší se jen typem (inkrementální nebo absolutní) a počtem pulzů enkodéru (160.000 nebo 1.250.000). Vývoj a výroba je zabezpečená přímo v Deltě a zákazník tak dostane kvalitní produkt za dobrou cenu přímo od výrobce.
Pro řízení rychlosti a momentu prostřednictvím interních parametrů, analogových vstupů, nebo sériové komunikace s protokolem Modbus postačuje základní servo systém ASDA-B2. Polohovat tento systém je jednoduché pomocí pulzů přes rychlé vstupy. To se běžně dá dělat nejen s PLC všech známých značek, ale například i s využitím PC s HW pulzní kartou a softwarem MACH3, nebo obdobným. Takto funguje mnoho menších CNC frézek.

Servo měnič ASDA-A2 od Delty umí uřídit aplikace i bez použití PLC. V režimu řízení PR může uživatel díky zabudovaným motion funkcím naprogramovat do 64 PR procedur 4 různé druhy úkonů. Kromě pohybu na zadanou pozici se nabízí pohyb definovanou rychlostí, skok na jinou PR proceduru, nebo dokonce zápis hodnoty do parametru. Jednotlivé procedury je možné ještě do určité míry provázat, aby se vykonávala sekvence pohybů. Spouštějí se pomocí digitálních vstupů nebo komunikace. PLC je tak možné v některých aplikacích vyloučit a zaobejít se jen s použitím tlačítek či spínačů, nebo připojením HMI s komunikací po Modbuse.

Nadefinovat PR procedury může uživatel přes software a USB kabel, přes parametry na klávesnici měniče, nebo přes komunikaci. Podobným způsobem se nastavuje i nultá procedura – homing, čili referování. Na výběr je přes 30 kombinací pro homing sekvenci. Ideální je pro nastavení využít software ASDASoft, který obsahuje tzv. wizard pro PR režim a nastavení parametrů je tak velmi jednoduché. Servo systém ASDA-A2 nabízí ještě vstup pro externí enkodér pro synchronizaci, nebo uzavřenou smyčku řízení.
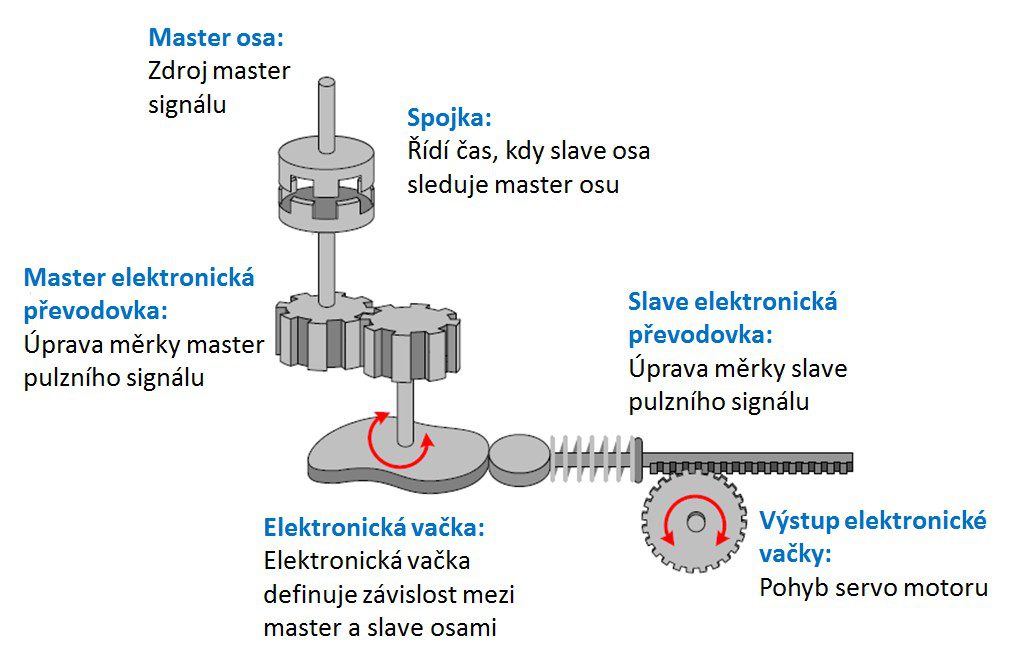
Jednou z velmi praktických funkcí je elektronická vačka (E-CAM). Nespornou výhodou je možnost rychlé úpravy bez změny mechaniky, čím se šetří čas i náklady, a také energie eliminací tření mechanických dílů.
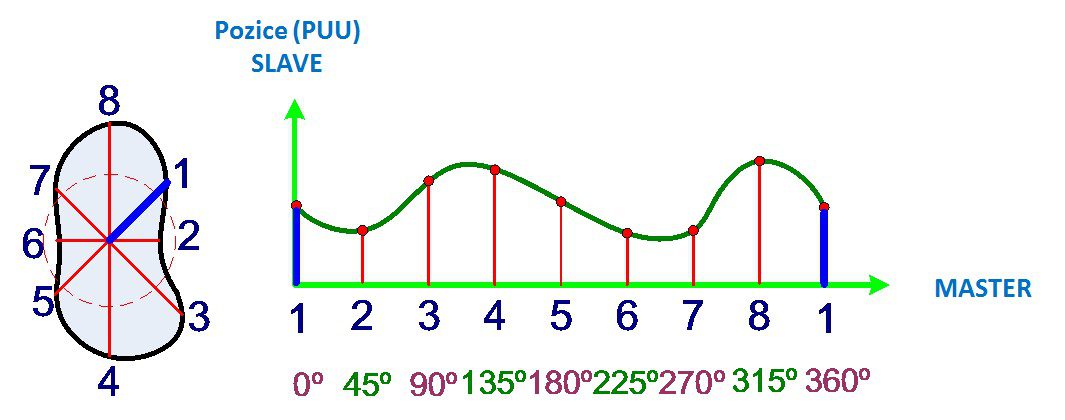
Elektronická vačka je zabudovaná v servu automaticky a v principu se jedná o závislost mezi master osou a osou slave. Je ji ale potřeba nadefinovat. Jako Master může sloužit enkodér, nebo jiný zdroj pulzů přivedený do serva. Je možné využít také analogový vstup, interní poziční příkaz, nebo třeba interní časovač. Slave osa je samotný motor připojený k měniči a ten sleduje tento signál podle definovaných parametrů vačky.
Maximální rozlišení vačky je 720 bodů. Body se ukládají do datové paměti, která nabízí 800 hodnot. Pokud tedy nepotřebujeme vačku s velkým rozlišením bodů, můžeme do paměti uložit několik předpřipravených křivek.
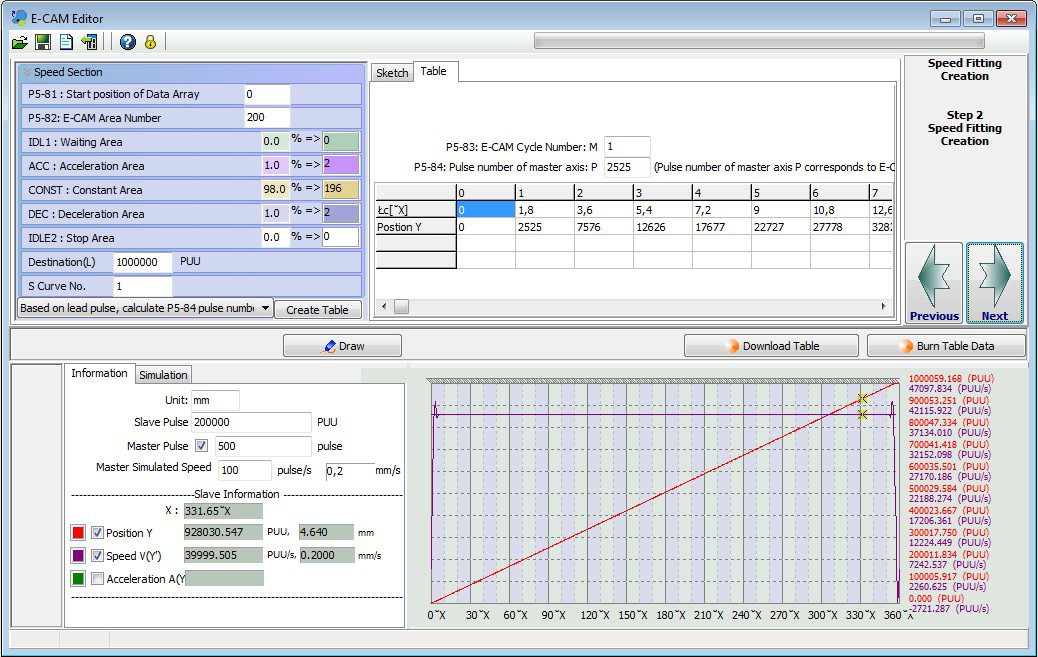
Pomocí softwaru ASDASoft můžeme nadefinovat základní parametry a nakreslit elektronickou vačku tak, že není problém udělat synchronizaci 1:1, nebo i široce používané funkce letmé pily a rotačního nože. Tyto má Delta ve svém softwaru předdefinované a uživatel tak jednoduše jen zadá základní parametry mechaniky, zapojení a signálů, a ASDASoft za něho vše spočítá. Výsledná křivka se pak nahraje do paměti EEPROM, aby byla dostupná i po vypnutí měniče.
Standardní model na našem trhu má mimo Modbus zabudované rozhraní
CANopen. Ten dosahuje rychlosti do 1Mbit. Pro aplikace vyžadující řízení po komunikaci a náročnější na její rychlost slouží modely ASD-A2-E s EtherCAT rozhraním a ASD-A2-F s rozhraním DMCNET. Tu se dostáváme na číslo 20Mbit, které zaručeně splňuje dnešní požadavky náročných aplikací. A právě model s DMCNET navazuje na další krok Delty, kterým jsou řídicí systémy pro obráběcí stroje NC300 a NC200.

Nespornou výhodou modelu s EtherCATem je zabudovaný vstup bezpečného odpojení STO kategorie SIL2 podle normy IEC61508. Splňuje tak nejnovější požadavky na bezpečnost.
Delta poskytuje svůj software zdarma.
A tak není problém stáhnout si a vyzkoušet ASDASoft. Nastavení parametrů, tvorba vačky, nebo interních procedur pomocí wizardů zrychlí a zjednoduší práci s měničem. Další funkce jako osciloskop, monitoring proměnných, nebo ovládání vstupů zase usnadní odladění aplikace bez nutnosti zapojování. Vše se tak dá odladit a vyzkoušet už na stole.
Integrovaný systém spolu se servo měniči, servo motory a frekvenčním měničem Delta vytvoří ucelený balík pro CNC stroj. Tělo řídicího systému má 8“ nebo 10“ displej s klávesnicí. Jednotlivé varianty nabízí inte- grovaný nebo oddělený ovládací panel. Běžným příslušenstvím je ruční ovladač s generátorem pulzů (MPG) a tlačítkem bezpečného zastavení. Zákazník tak dostane kompletní periférii k stroji od jednoho výrobce.
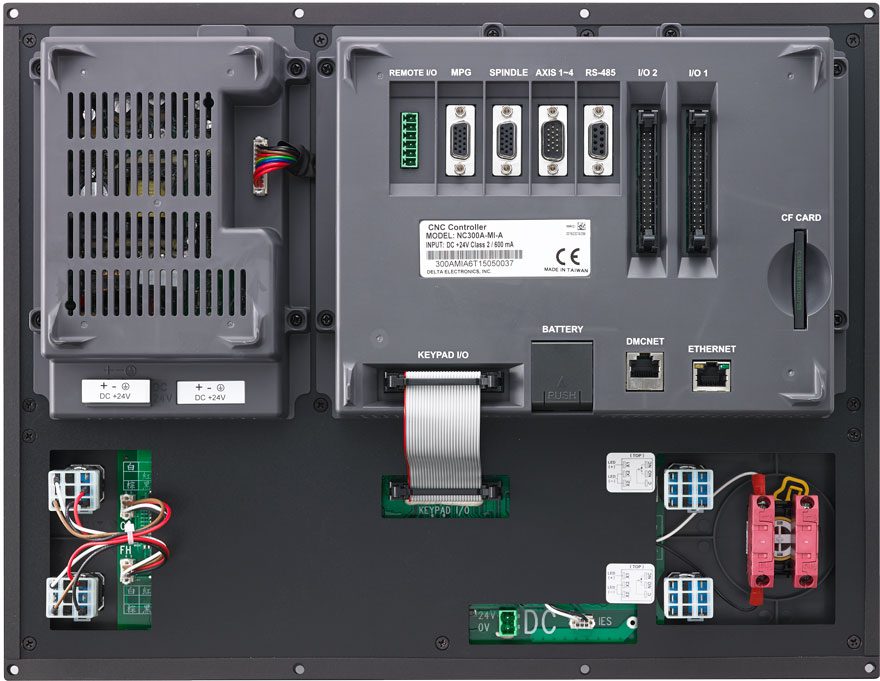
Zadní strana systému obsahuje kompletní sadu konektorů. Pro digitální vstupy a výstupy je možné si zvolit z několika typů terminálů na DIN lištu, které se připojují pomocí kabelu k jednomu ze dvou systémových konektorů s označením I/O. Tyto lokální vstupy a výstupy se dají rozšířit ještě pomocí vzdálených I/O na sériové lince. Zvláštní samostatné konektory jsou určené pro vřeteno (analogový výstup, enkodérový vstup, rychlé vstupy HSI), havarijní a referenční koncové spínače a ruční ovladač
s MPG kolečkem. Na zadní straně jsou ještě dva důležité konektory RJ-45. Jeden slouží na připojení serv po síti DMCNET. Druhý je Ethernet pro spojení systému s lokální sítí, nebo s PC, kterým se systém programuje.
Na servo měničích se nastaví jen několik parametrů důležitých hlavně pro komunikaci. O zbytek se už stará systém. Díky použití servo měničů ASDA-A2 je možné použít i externí odměřování. Zapojí se přímo do měničů a ty odlehčují systém tím, že přebírají „odpovědnost“ za uzavřenou smyčku řízení a kontrolu skutečné polohy mechanizmu. Autotuning měničů je možné udělat taky přes NC systém a není tak potřeba připojovat jednotlivé měniče k softwaru ASDASoft.
Na programování a správu slouží softwarový balíček CNCSoft. Ten obsahuje editory parametrů, PLC a obrazovek. Čtvrtý nástroj s názvem CNCNetwork slouží na správu souborů v řídicím systému a jejich přesun mezi PC
a CNC. Programovacím jazykem PLC je ladder a dá se editovat v softwaru MLCSoft, nebo i přímo v systému. V obou případech je možný on-line monitoring a programátor tak může sledovat naživo, co se v PLC odehrává.
Změnit nastavení parametrů, nebo přehrát PLC program je možné jednoduše i ze zálohy. Kompletní nastavení i s markami je možné zazálohovat na USB klíč. Všechny soubory se dají otevřít v přiřazeném softwaru a editovat. Takto editovanou zálohu je potom možné nahrát zpět do systému
a upravit tak jeho chování dle potřeby. V případě, že zákazník nastaví v systému chybné parametry, můžete se díky záloze vždy vrátit zpět. Při sériové výrobě je potom výhodou rychlé a jednoduché oživení ze zálohy. Konektor je na přední straně systému pod gumovou krytkou.

Kromě systémových obrazovek jsou k dispozici volitelné, na které je možné přidat samostatná tlačítka, nebo indikátory. Rozšíří se tak možnost tlačítkového ovládacího panelu, jehož symboly pro speciální přídavné funkce nemusí vyhovovat. Tlačítka a LED kontrolky na ovládacím panelu jsou volně programovatelné a v systému jsou jim přiřazená čísla vstupů a výstupů.
V editoru obrazovek si uživatel může také nadefinovat oznámení k uživatelským alarmům, které doplní běžné systémové alarmy řídicího systému.
Maximální počet řízených servo os je 8, přičemž 4 mohou být naráz interpolované. Vřeteno je ovládáno analogovým signálem 0-10V. Systém podporuje standardní ISO kód a M funkce, které jsou volně programovatelné. Integrovaná je funkce portálového pojezdu, měření výškovou sondou a korekce nástrojů, automatická výměna nástrojů, ať s lineárním nebo rotačním zásobníkem. K plynulosti obrábění přispívají funkce look-ahead a automatické zjemňování v rozích. V případě potřeby je k dispozici i korekce stoupání kuličkového šroubu.
V této sérii je v nabídce také systém NC200, který má téměř stejné možnosti jako NC300. Zásadní rozdíl je ve způsobu řízení os, protože je určen pro soustruhy. Je dostupný ve variantě s 8“ displejem a integrovaným ovládacím panelem. U nás stan- dardně dodáváme model s integrovaným generátorem pulzů.
V aplikacích kritických na cenu je možné sáhnout po systému NC30, který je vlastnostmi opět téměř shodný s NC300. Cenová úspora je dosažena vypuštěním některých periférií a především náhradou integrovaného rozhraní člověk-stroj klasickým PC monitorem, klávesnicí a myší.
Pro standardní stroje s třískovým obráběním je řídicí systém CNC od Delty ideální volba, která splní běžné očekávání většiny konvenčních strojů. Zákazníci oceňují kvalitní vyhotovení ovládacího panelu v robustním kovovém šasi a příznivou cenu. Tyto systémy jsou už nasazené v mnohých strojích, které vyšly z produkce českých a slovenských firem, ale
i v dalších, které každý rok opustí brány výrobních závodů po celém světě.
Díky bohatým zkušenostem na českém a slovenském trhu je ProfCom, jakožto distributor Delty, schopen nabídnout bližší seznámení s dalšími možnostmi servo sys-témů Delta a CNC řízením, technickou podporu, nebo školení.
Stanislav König
27.09.2022Početná skupina mladých lidí před vchodem do Trojhalí v ostravské Karolíně mi připomněla, že js...

05.01.2022Nejen v oblasti financí a práva, ale také v oboru strojírenství koluje celá řada mýtů a ne...

10.07.2023Letecký průmysl čelí celé řadě výzev, mj. tlaku na nižší náklady, měnícím se podmínkám na trhu a pož...

13.03.2023Nevhodně zvolená velikost, rozhodování jen a pouze na základě ceny, více řídicích systémů v jednom p...

29.10.2023Ve dnech 17. - 18. října se konal v Praze v O2 aréně již 9. ročník mezinárodní konference ...

12.08.2021Nová technologie Top Speed Plus zajišťuje větší dynamiku CNC frézování při spolehlivém dodržení kont...

02.10.2021Světovými médii minulý měsíc proběhla zpráva, že Austrálie zrušila dohodu s Francií o nákupu 12 konv...

02.05.2021Společnost Porsche Česká republika, největší importér nových osobních a užitkových vozidel do České ...

06.05.2021V roce 2020 narostla poptávka po obnovitelných zdrojích energie jak ze strany domácností, tak i...

29.01.2021Opravdu musíte utratit spoustu peněz, pokud má váš nový klešťový multimetr umět měřit i něco jiného ...
