Proč vlastně chcete sbírat data? +5 dalších otázek, které si předtím rozmyslet
26.07.2022Téma sběru dat z výrobních strojů nebylo nikdy aktuálnější než letos. Ať už vás k němu dot...

Datum 28.12.2018
Technologická společnost OptiSolutions s.r.o. představí na podzimním Mezinárodním strojírenském veletrhu v Brně nový modul LOTYLDA IoT určený pro sběr a analýzu senzorických dat.
Nejen o novém modulu BI platformy LOTYLDA jsme hovořili s jednatelem společnosti OptiSolutions s.r.o. Vratislavem Benešem. Nejen o novém modulu BI platformy LOTYLDA jsme hovořili s jednatelem společnosti OptiSolutions s.r.o. Vratislavem Benešem.
Naposledy jsme se spolu setkali na letošním MSV v Nitře, kde vaše expozice zaujala porotu natolik, že ji ocenila cenou veletrhu „Za inovativní využití umělé inteligence v průmyslu“. Nabízí se mi otázka, jestli přivezete váš vítězný projekt představit také na letošní MSV v Brně? Osobně mě zaujalo video s přípravou této expozice umístěné na vašich stránkách. Málokdy se podaří zmapovat exponát od jeho přípravy po předání ceny na slavnostním večeru.
VB: Ano, máte pravdu. Škoda jen, že takový scénář nelze pokaždé naplánovat dopředu. Ale k Vaší otázce. Původní plán skutečně počítal s využitím této expozice i pro Brno. Nakonec jsme se ale rozhodli, že ji dále rozšíříme a využijeme k prezentaci nového modulu LOTYLDA IoT.
IoT je zkratka skloňovaná na každém rohu. Co je nového na vaší aplikaci?
VB: IoT je skutečně na každém kroku. Naše zaměření není sledování naplněnosti popelnic po městě, ale spíše monitorování strojů, nástrojů a procesů v továrnách. Firmy, které mají CNC, zajímají režijní náklady na nástroje. Lisaře zajímá, co se dělo ve formě při výlisku a jaký to má dopad na kvalitu. Každý by rád věděl, kdy se nějaký stroj porouchá. Nechci tvrdit, že na toto známe odpověď, ale snažíme se co nejvíce daný proces popsat a v něm pak nalézt závislosti, které by šlo predikovat. A na toto právě slouží naše analytická platforma LOTYLDA. Ta je od začátku postavena pro integraci a analýzu velkých objemů dat.
Takže cílíte na údržbáře?
VB: Nejenom na ně. Jistěže se naskýtá aplikace pro prediktivní údržbu, ale zdá se nám zajímavější řešit prediktivní kvalitu. To, že nějaký stroj bude zcela bezporuchový ještě neznamená, že budeme vyrábět se 100% kvalitou. Některé procesy je vhodné kontrolovat i z pohledu okolí, což znamená, že procesní data ze strojů doplníme ještě o informace o prostředí výroby, logistické informace o materiálu anebo operátorech. Na výstupu procesu měříme kvalitu. Všechna zařízení v procesu, která využívají IoT, jsou vybavena senzory. Další senzory získávají a shromažďují data o okolním prostředí (teplota, vlhkost, prašnost, ESD). Z kombinace hodnot, které se vyvíjely v čase, lze vysvětlovat příčiny nekvality nebo snížené výkonnosti. Z nabytých znalostí lze sestavit prediktivní model, který upozorní na blížící se problém, a to jak v případě poruchy stroje, nástroje tak i kvality finálního výrobku.
Zmínil jste poruchy nástroje. Co si lze pod tím představit? Umíte predikovat třeba zlomení vrtáku?
VB: Ano. A nejen to, dokážeme kvantifikovat opotřebení nástroje. Samozřejmě to není jen tak, vždy je nutné pro každý stroj a nástroj vybudovat vlastní model. To sice není úplně jednoduché, ale investovaný čas se vrátí ve formě redukce poškozených nástrojů nebo doby zpracování zakázky díky absenci opotřebených nástrojů.
Jak to tedy vypadá v praxi?
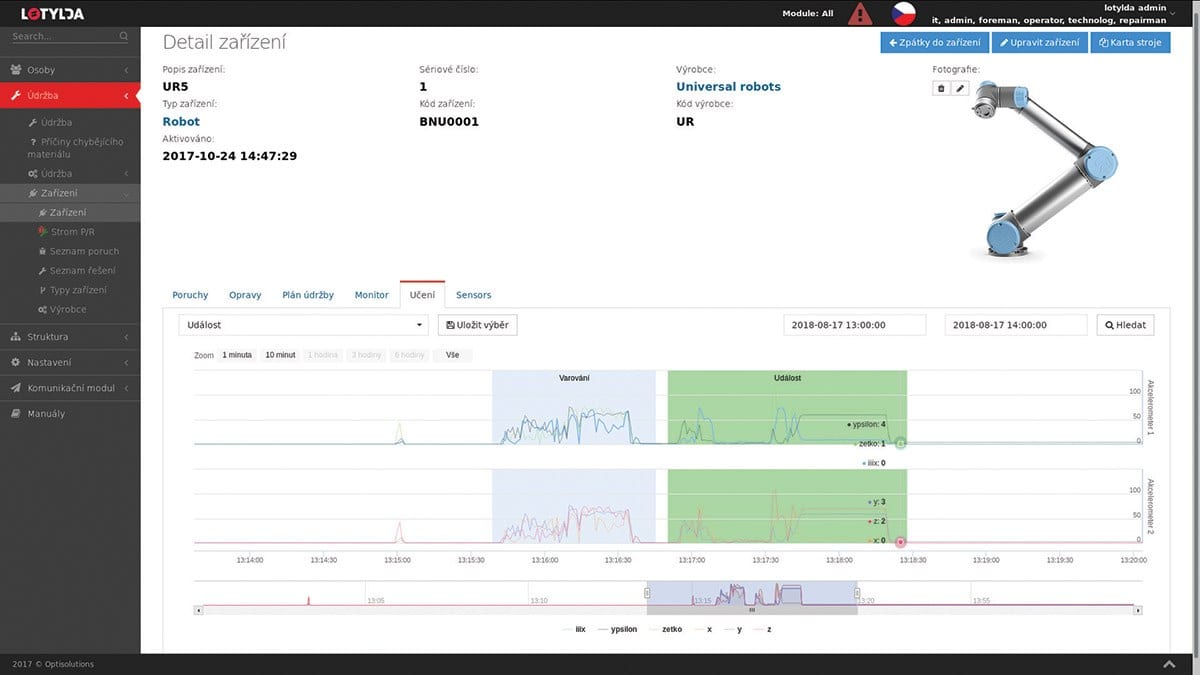
VB: CNC se osadí senzory na měření vibrací a zvuku, které se společně s daty z PLC nebo řídicího systému napojí do platformy LOTYLDA. V ní lze data popsat (začátek obrábění, opotřebený nástroj apod.) a nechat systém se dané situace naučit. Učení je obdobné jako u lidí, kde se neuronová síť snaží co nejvěrněji popsat všechny zajímavé jevy. To jsou ty, které byly označeny uživatelem nebo načteny z PLC / řídicího systému. Obrovskou výhodou moderních neuronových sítí je schopnost zkoumat velmi široká data (mnoho senzorů s vysokou samplovací frekvencí) a také vývoj dat v čase. Takže můžeme hledat závislosti mezi ději, které se staly v čase t0 a to co jim předcházelo třeba v čase t-5 a tím vysvětlit stav, který se stal v čase t1.
To zní až moc teoreticky. Můžete to na něčem přiblížit?
Představte si, že frézujete na CNC. Do CNC vede potrubí s emulzí, ve kterém měříte tlak. Zároveň máte nastavené konkrétní otáčky vřetene a rychlost posunu. Je pátek 13 hodin a do konce obrábění chybí ještě 50 minut. Seřizovač ví, že mu ve 14:15 jede autobus na chalupu. Nastaví vyšší rychlost posunu. Neví ale, že ve 12:51 poklesl tlak emulze. Obrábění sice skončí dříve, ale výsledkem bude nekvalitní obrobek a silně opotřebený nástroj. Pokud by ovšem CNC bylo osazeno akcelerometrem na snímání vibrací a napojeno na náš systém, a stejně tak i centrální čerpadlo na emulzi, pak by systém diagnostikoval nepříznivou kombinaci parametrů a upozornil by mistra nebo údržbu.
Existuje i jiné využití než v obrábění?
Samozřejmě. Vezměte si, že existuje velké množství senzorů monitorujících různé elektrické a neelektrické veličiny. Můžeme monitorovat polohu, zrychlení, teplotu, vlhkost, prašnost, přítomnost konkrétního plynu v ovzduší atd. Nebo i světelnost, takže můžeme třeba detekovat otevření nějakého rozvaděče, stroje. Vše může být i bezdrátové, takže záleží jen na fantazii zákazníka. Technologie je připravena.
26.07.2022Téma sběru dat z výrobních strojů nebylo nikdy aktuálnější než letos. Ať už vás k němu dot...

25.10.2022Společnost Continental Automotive Czech Republic, přední dodavatel elektroniky do aut, je součástí n...

11.02.2021Společnost Siemens rozšiřuje své portfolio průmyslových IoT řešení v oblasti edge aplikací a předsta...

29.10.2020Společnost Siemens zařadila do svého portfolia novou low-code platformu Mendix™, která usnadňuje výv...

02.08.2021Z aktuálních studií vyplývá, že v Evropě bude mít v roce 2030 každé třetí přihlášené vozidlo elektro...
15.06.2022Současnou turbulentní situaci na trhu komponent řeší celosvětový výrobce modulů společnost Thales no...

05.10.2022Společnost Vitesco Technologies, přední výrobce pohonných ústrojí pro čistou mobilitu a elektromobil...

12.04.2021Switche jsou inteligentní komponenty infrastruktury. Dokáží číst příchozí data a odesílat je k přísl...

05.11.2021Po roční covidové odmlce, kdy zůstaly brány brněnského výstaviště zavřené, se společnost Siemens vra...
23.03.2021Společnost Siemens rozšiřuje možnosti digitalizace procesního průmyslu a představuje novou IoT ...
